

As SHL Medical continues to increase production volumes, maintaining product quality and efficiency remains a firm commitment – one we have consistently upheld throughout decades of industry leadership. One critical area affected by this balance is In-Process Quality Control (IPQC), which are the inspections performed on autoinjector components while they are still in production, before final assembly. Any change to IPQC directly impacts material flow, storage, and downstream operations. Recognizing the risk of unintended consequences, SHL chose to evaluate proposed process changes using a structured, data-driven approach rather than relying on experience or assumptions. This evaluation was led by the factory simulation team, which used internal engineering expertise to verify whether proposed changes were operationally feasible before they were introduced on the shop floor.
The context for this evaluation lies in how our products are manufactured. SHL devices are assembled from multiple plastic components produced by injection molding. After molding, components are grouped into batches and placed in an inspection buffer, where they wait for quality inspection approval before being released to assembly. Historically, these inspections occur at frequent, fixed time intervals. To reduce inspection workload, the business proposed extending these intervals, inspecting less often while keeping production running continuously. While this appeared beneficial at first glance, applying longer inspection cycles across all components raised concerns. The key question was whether the factory’s physical space and material flow could absorb the additional inventory that would accumulate while batches waited longer for inspection.
The inspection buffer is a physically constrained area with a fixed number of pallet slots and therefore a finite holding capacity. In the current operating state, molded components are pushed forward immediately as they are produced, even though a natural delay already exists between production and formal QC release. Under the proposed QC strategy, extending sampling and release intervals reduces inspection effort but increases the volume of material held in quarantine at any given time. This does not introduce a fundamentally new misalignment, but it significantly magnifies an existing delay, reducing production flexibility by temporarily immobilizing a larger share of components awaiting QC disposition.
As inspection intervals are lengthened, the accumulation of quarantined material accelerates and places additional pressure on the inspection buffer. This buildup is influenced not only by component packing density and handling-unit configuration, but also by the output rate of the molding tools themselves. High-throughput tools producing bulky, low-density components can fill available pallet positions rapidly, outpacing the rate at which material is released downstream. Consequently, buffer space is consumed disproportionately, increasing the risk of localized congestion that can propagate beyond the inspection area and ultimately constrain or interrupt downstream assembly operations.

Factory simulation results pointed to the QC holding zone as the main area of congestion, where molded components accumulate while waiting for quality approval before moving into assembly. To avoid any risk to ongoing production, SHL evaluated the proposed QC change through parallel quality and operational assessments.
The quality team focused on understanding the potential impact of longer sampling intervals on component quality, using statistical analysis to confirm that product risk remains negligible. At the same time, the plant simulation team built a virtual representation of the manufacturing area based on the actual layout, equipment throughput, and historical production data. This model made it possible to predict how materials would accumulate and move through the system under the revised QC strategy. By iteratively refining the simulation with input from operations and subject matter experts, the team ensured the model closely reflected real factory behavior, enabling SHL to assess both quality impact and efficiency gains before implementing any changes on the shop floor.
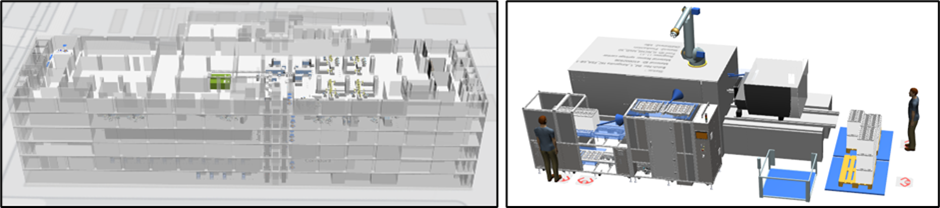
Rather than relying on simplified averages or static calculations, SHL’s plant simulation team built a virtual production environment to capture the real-world friction of the shop floor. The digital twin incorporated a full year of historical production plans, including actual machines, batch launch times, and sequencing, and embedded the facility’s operational logic across layout design, process flow, and QC strategy.
The model reflected key realities such as material-handling rules and transfer times, mandatory cooling periods before inspection, release logic from molding, and the fixed physical constraints of the inspection buffer. By integrating these interacting factors, the simulation generated dynamic, probabilistic outcomes – showing not just whether congestion might occur, but how often, under what conditions, and to what extent. This high-fidelity approach enabled thousands of virtual production hours to be evaluated overnight, providing a far more reliable basis for decision-making than a simple yes-or-no assessment.
The analysis showed that applying the extended inspection cycle to all components was not viable. When all part types followed the longer interval, the QC holding area would exceed its physical capacity with unacceptable frequency, creating a clear risk to material flow. Identifying this limitation early allowed the team to avoid a disruptive trial-and-error approach on the production floor.
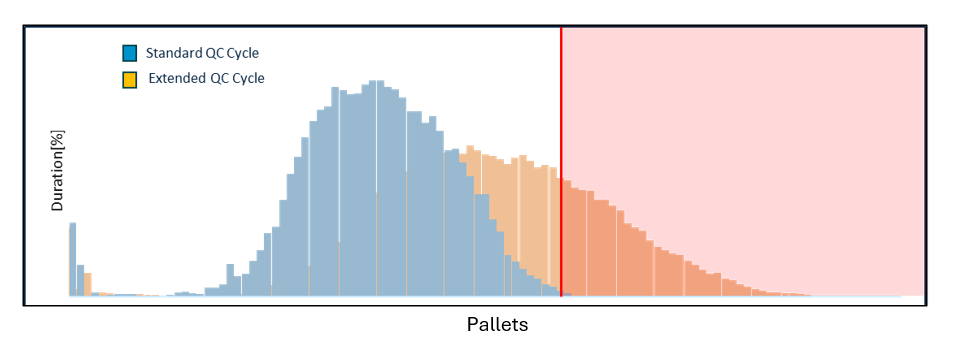
With these constraints clearly defined, the plant simulation team worked closely with the quality assurance team to explore a more practical path forward. The data showed that bulky components consume buffer space too quickly to tolerate longer inspection intervals. Based on this insight, a hybrid approach was evaluated, in which space-intensive components remain on the standard inspection cycle while more compact components transition to the extended interval. This balanced strategy preserved efficiency gains while keeping storage overflow risk at a negligible level, comparable to current operations.
Beyond the numerical results, the value of this work was in enabling informed decision-making. By quantifying uncertainty and visualizing operational risk upfront, SHL was able to align quality and operations around a data-driven solution, significantly reducing the effort, time, and risk associated with physical experimentation and incremental adjustments on the shop floor.
It is often hard to visualize the downstream impact of a change like in-process quality control (IPQC) interval on warehouse storage,” explains a Senior Engineer of QA Operations at SHL. “With simulation, we have numbers to quantify that impact. It becomes crucial in communication. A change might bring pros to one department but cons to another. Simulation allowed us to quantify the impact for each stakeholder and reach an agreement based on data, not just opinion. It also gave us the capacity to run scenarios under different assumptions, saving us the time of doing complex real-world experiments.
Ultimately, the team effort of the plant simulation team delivered concrete operational value in three key areas:
- Cross-functional alignment: A shared, data-based view of capacity, risk, and trade-offs enabled Quality, Operations, and Engineering to align decisions using the same factual baseline.
- Risk-controlled decision-making: Predictive validation replaced physical trial-and-error, allowing potential constraints and failure modes to be identified and addressed before any changes were applied on the production floor.
- Faster validation cycles: Evaluating scenarios in a virtual environment reduced validation timelines from weeks to days, supporting timely decision-making without compromising quality or operational stability.
This project represents more than just an optimized schedule; it marks a cultural shift toward data-driven manufacturing far more rigorous than what is commonly practiced in the industry. As SHL Medical continues to grow, operational resilience is a strategic imperative. By leveraging the advanced capabilities of its specialized simulation group, SHL is transforming how it approaches production challenges, anticipating risks, validating strategies, and implementing improvements with confidence. This internal capability strengthens our commitment to innovation and positions us as a trusted partner for customers seeking efficiency without compromise.
About the authors:

Luigi Fumagalli
Luigi is a Senior Factory Simulation Engineer in Operations Engineering at SHL Medical, responsible for developing and applying factory simulation models to support capacity planning and data-driven operational decisions across manufacturing environments.
Yi-Chi Lu
Yi-Chi Lu is currently the Team Lead for Simulation and Planning at SHL Medical, responsible for developing and overseeing factory simulation and capacity planning initiatives that support scalable, efficient manufacturing operations and production strategy decision-making.

Christian Walter, PhD
As the Global Head of Operations Engineering at SHL Medical, Dr. Christian Walter directs international teams to optimize manufacturing processes and lead the strategic expansion of production facilities across Taiwan, the USA, and Switzerland.
