
From their uses as ray guns in science fiction and being used to threaten Mr Bond in Goldfinger, lasers have always been considered an object of suspicion in the world of fiction. However, without them, many devices that we take for granted in the modern world would not exist. For example, CD and DVD players, barcode scanners in the supermarket and the production of holograms as security features on our credit cards all require lasers to exist. Lasers in the medical arena have innumerable benign uses, from their application in device manufacture to surgical operations.
LASERS IN MEDICINE
Go deeper with GlobalData

Discover B2B Marketing That Performs
Combine business intelligence and editorial excellence to reach engaged professionals across 36 leading media platforms.
Lasers are continuing to make massive inroads into all areas of manufacturing. A key application area for lasers is that of laser material processing, where industrial lasers are used in the manufacture of components ranging from fine drilling and milling of microelectronic circuits to thick plate cutting and welding of panels for cruise ships.
The rapid expansion of medical technology, in particular the move towards miniaturisation of devices and the drive for less invasive procedures, has fuelled the need for more delicate components and, as a result of this, fine machining techniques that can process delicate parts without causing collateral damage. Processing that relies on physical contact and large mechanical forces to remove material cannot be applied to fine materials and structures that are small or delicate.
By contrast, laser processing is non-contact and the forces generated are highly localised, creating many opportunities for innovative processing. In addition, the finished part can be produced without the need for post-processing that could cause distortion.
Lasers have also made a valuable contribution to the quality of modern life. Medical applications include laser eye surgery and cosmetic procedures such as port wine stain treatment and tattoo removal. The earliest uses in medicine involved the cutting and vaporising of superficial tissues with a carbon dioxide (CO2) laser.
The CO2 laser produces a far-infrared laser beam; other lasers with different wavelengths, in particular the mid-infrared Nd:YAG laser and ultraviolet excimer laser, that allows deeper tissue penetration, are widely used for dermatological and optic surgery. Lasers provide surgeons with more precise cutting tools than the conventional scalpel; lasers also occlude small blood vessels along incisions, thus reducing bleeding and improving visualisation during operative procedures.
LASERS FOR MEDICAL DEVICE MANUFACTURING
During surgical procedures there are many different devices and instruments needed, all meeting stringent quality requirements for manufacture, with materials and processing methods just being the start of it.
The manufacture of surgical instruments requires large product variety (due to the need for customisation of devices or implants) and often small lot sizes, even down to individual bespoke products – customised implants for patients as an obvious example.
Trocars and endoscope shafts and assemblies require ultra-precision small radial cuts, and complex openings to be cut into thin-walled tubes. Contour cuts are present on various forceps and scalpel points, with notches on bone reamers and drills.
CHARACTERISTICS OF INDUSTRIAL LASERS
Industrial laser processing, or laser materials processing (LMP), relates to the use of laser beams to melt, vaporise, ablate or in some other way change the physical properties of materials. It is essentially the province of high-power pulsed and CW lasers, with powers for CW lasers ranging from a few watts upwards. Such lasers have been exploited by industry for over 30 years, but the pace has picked up greatly in the past decade.
High processing speeds, precision and flexibility are the hallmarks of LMP; and the laser is now clearly established as a key enabling technology in such diverse industrial sectors as transport and microelectronics, with a wide range of lasers used for heavy duty cutting and welding through to precision micron-size hole drilling.
As well as offering the benefits deriving from non-contact processing, the laser’s flexibility and the absence of upfront-tooling costs means that production of devices using lasers can be highly cost effective, particularly for prototyping and short production runs.
A wide range of materials from diamond to metals, glass and ceramics to plastics, organic materials, fabrics and composites can be successfully laser marked, drilled and cut.
Laser beams can be tightly focused for machining on the submillimetre scale. Versatility in the types of holes drilled allows circular, square and conical holes incorporating a positive or negative taper to be produced. Examples of such fine machining are essential in medical device fabrication and underline the technological improvement in the field.
Common characteristics of marking, welding and cutting operations for medical device manufacture are: (i) the use of relatively low laser powers; and (ii) precise delivery, in terms of both positioning and of laser power and exposure duration.
Medical laser devices tend to be relatively small and complex; the smaller the device the greater the benefit of laser processing. However, there still remain challenges in the initial jigging of small, delicate components.
With a laser’s characteristics of flexibility, precision, repeatability and reproducibility, it is often the production tool of choice.
Lasers are used for cutting, welding and marking of most materials to manufacture endoscopes, medical and surgical instruments and implants.
LASER CUTTING
Cutting with lasers has similar characteristics to industrial machining, such as high precision, as well as variable cutting angles, the ability to cut thicknesses from less than 0.1mm to several millimetres with excellent edge quality and minimal burr. The roughness and heat affected zone (HAZ) is typically of order one micron or better.
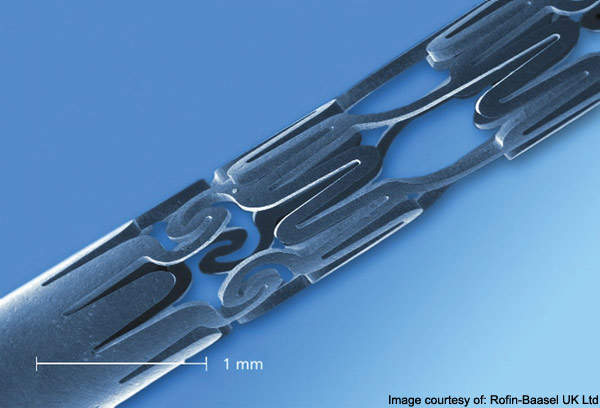
Pulsed diode pumped solid state (DPSS) lasers are the most common sources for fine laser cutting, producing stents and hypotubes from fine metal tubing. Features and holes can be as little as 1µm in size. By using a shield gas to preclude oxygen in the cutting process, it is possible to produce coronary stents of submillimetre diameter, with kerf widths (material removal due to cutting process) as little as 15–20µm. Fine laser cutting techniques can also be used to produce filters, scalpels, bone saws and joints for hip replacement.
LASER MARKING
It is possible to use a range of lasers of different wavelengths to permanently mark medical devices. A key feature of laser marking is that it produces a permanent impression that is able to survive sterilisation of the components through heat treatment, allowing exceptional traceability of surgical equipment and implants.
Laser marking has long-term durability, resistance to high-temperature sterilisation, maintenance of the biocompatibility of the base material and can impart minimal heat input to prevent damage to temperature-sensitive materials. Currently, marking can be applied to both metals and non-metals with a resolution of typically 25µm. Marking is excellent for traceability and tracking of devices in hospitals for procurement and quality procedures.
LASER WELDING
Laser welding is already well established in the production of hermetic seals for medical devices such as heart pacemakers and needles; and is routinely used for any medical component that requires a robust seal or permanent join. A scanning galvo head allows rapid spot welding or continuous and simultaneous welds with complex contours on different areas of the part, including hermetic seam welds, in a variety of materials including both metals and plastics. Simultaneous welding around the part is produced by splitting the power of the beam and guiding it, often by fibre-optical cables, to different regions of the product.
Laser welding can produce narrow precise welds wit minimal heat input and minimal heat-affected zone (HAZ) and distortion; including autogenous hermetic seals without porosity and with full biocompatibility, maintaining corrosion resistance and the characteristics of the original material.
Plastic welding using diode lasers is a particularly interesting area. Fibre-coupled and direct-beam diode lasers are used for plastic welding. A common configuration involves using two different plastics; the top plastic layer (on which the laser beam is incident) transparent to the laser wavelength (typically near infrared), the bottom layer opaque; the heating and welding taking place at the interface.
Local heating of the plastic at the interface between the layers causes melting. Laser powers for this process are typically between 50 and 800W, spot sizes are 0.5 to 5mm. This transmission, local melting process can be used for the plastic and metal interfaces of fine needles on disposable syringes. The weld is clean and can be invisible to the eye, with no surface deformation.
The ability to apply heat precisely in a small area has meant that lasers have revolutionised the medical device industry, enabling the manufacture of components that until now would have been impossible to join.
OTHER MANUFACTURING APPLICATIONS
In a manufacturing economy with a large knowledge-based component, the agility of companies in bringing new products to market or regenerating high-value components is a key element of an organisation’s profitability.
The field of laser-assisted additive manufacturing in metallic materials, where a laser is used to melt a metal powder to create a solid metal part that can contain internal features and multimetal (for example, part stainless steel, part copper), opens up another dimension in innovative design. Applications include the creation of knee implants using metal powders, to dental inlays using non-metal powders.
Device development too can benefit from laser-based diagnostics. Respiratory inhalers require careful design to ensure the right droplet size and distribution to treat the patient effectively. Pulsed lasers are used to illuminate the spray upon release capturing up to 50,000 images per second, allowing the design of an inhaler to be optimised for effective delivery of the drug particles in the spray. Particle sizes are typically between five and 60µm.
LASERS IN MEDICAL TREATMENT
Lasers are used directly in medical treatment to cut tissue precisely, to bind tissues and to destroy cells. Examples of these situations are in eye surgery; in the destruction of solid tumour or cancer cells; and in laparoscopic surgery, a minimally invasive technique where a small incision is made and the surgery is performed remotely through an endoscope.
The scope of lasers in medical treatment is now very wide. Hundreds of thousands of people have benefited from Lasik surgery to improve their eyesight. In this procedure, a fine laser beam is used to cut a flap of the cornea, giving the surgeon direct access with the laser to reshape the cornea so that a clear image is produced on the retina.
Lasers are a wonderful enabling technology in medicine and healthcare, offering diverse benefits ranging from direct treatment to the production of robust implants that enable confidence in their longevity. There are competitors to lasers such as TIG welding, electron beam welding and water jet cutting, that will be around for a while, so it is important for manufacturers to be aware of the applications in which these technologies excel.
In such an important field as this, AILU, the Association for Laser Users, is working to bridge the gap between the industrial and medical laser sectors. There is a lot of specialist knowledge that has been gained by these two sectors and much that can be shared to the advantage of all.
