
Some of the best opportunities for advances in the design and manufacture of new products occur during the ‘hybridisation’ of technologies, resulting in designs or processes with unique performance and capabilities. One example of a ‘hybrid’ process is ultrasonic soldering, which combines ultrasonic technologies, soldering processes, and metallurgy and alloy development.
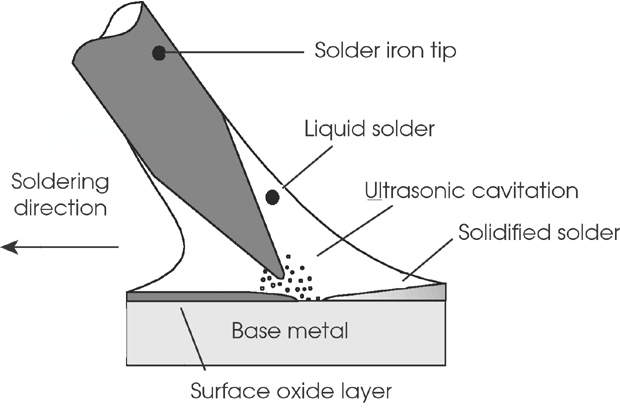
Ultrasonic soldering is based on the same principles as ultrasonic cleaning. A high-frequency vibration (typically 20kHz or more) is introduced into the liquid solder. This vibration energy induces cavitation in the solder and consequently a strong erosion effect on any solid surface in proximity to the cavitation. This cavitation breaks up, disperses the base metal surface oxide and allows the molten solder to wet and bond to the now nascent metal surface.
Discover B2B Marketing That Performs
Combine business intelligence and editorial excellence to reach engaged professionals across 36 leading media platforms.
Figure 1 is a graphical illustration of the ultrasonic soldering process. To further extend the potential applications of ultrasonic soldering, the Edison Welding Institute (EWI) developed a solder alloy specifically designed for ultrasonic soldering of difficult to wet materials such as titanium alloys such as Nitinol.
Several characteristics of an ultrasonic soldering process and EWI’s solder alloy make it attractive for medical device applications. For one, EWI’s ultrasonic solder alloy is lead-free, a significant advantage as the electronics market transitions to lead-free parts in compliance with the EU’s restriction of hazardous materials, set to take effect in the summer of 2006. A second advantage of ultrasonic soldering is that no flux is required as with traditional soldering. The difficulty many medical manufacturers encounter when cleaning parts to remove flux residue is completely avoided with ultrasonic soldering.
As medical devices continue to miniaturise, the need to directly join dissimilar materials – metals, ceramics, glass – persists. EWI’s ultrasonic solder alloy has been demonstrated with a wide variety of metals, such as Nitinol and refractory metals, and ‘difficult to solder’ materials such as ceramics. Use of ultrasonic soldering is especially attractive in applications where high-temperature alternatives such as brazing or fusion welding would have negative consequences on the parts or materials.
ULTRASONIC SOLDERING VS. ALTERNATIVE PROCESSES
EWI has conducted previous work to compare ultrasonic soldering with alternative soldering techniques for joining titanium alloys including Nitinol. Titanium and titanium alloys form a particularly tenacious surface oxide. While this oxide imparts these alloys with exceptional corrosion resistance, it also makes them difficult to solder.
In addition, soldering is a desirable method for joining Nitinol because it prevents thermal degradation of Nitinol’s superelasticity.
When heated above approximately 500°C, Nitinol will begin to lose its superelasticity, and a subsequent heat treatment is required to recover the superelasticity. Since soldering is done at or below 426°C, it eliminates the need for heat treatment. As such, soldering is an attractive joining method when joint strength similar to that of the base material is not required.
In the study conducted by EWI, three different techniques for promoting solder wetting on Nitinol were reviewed: halogen-based fluxes; nickel plating; and ultrasonic soldering. The results of this study of ultrasonic soldering of Nitinol showed shear strengths of ultrasonic joints to be comparable to those of fluxed joints:
- Halogen-based fluxes. A number of manufacturers have developed halogen-based fluxes for use on aluminium alloys. As with titanium, aluminium and its alloys develop a tenacious surface oxide that requires a very aggressive flux to remove. These halogen-based ‘Al fluxes’ are also effective on Nitinol. Good quality joints can be easily produced using standard soldering practices and flux residue can usually be cleaned off with hot water and mild scrubbing.
- Nickel plating. Plating can be an effective way to improve the solderability of difficult-to-solder alloys. In the case of Nitinol, nickel plating is a logical choice.
Nitinol has been successfully nickel-plated with both electroless and electrolytic processes. Soldering can then be done on the nickel plate using an appropriate flux. Solderability can be improved further by plating a secondary layer of a more noble metal, such as gold, over the nickel. The major drawback to this approach is that plating titanium can be an involved process.
Nickel plating is typically a multi-step process involving cleaning, etching and plating. Plating titanium alloys can be even more complex due to their tenacious surface oxides. Often, several intermediate plating steps may be necessary to facilitate the final nickel plating. For most manufacturers, it would be costly to develop extensive in-house plating capabilities and expertise just to facilitate soldering. Furthermore, plating vendors are often reluctant to work with titanium alloys due to issues of handling and storing some of the aggressive chemicals involved, such as hydrofluoric acid.
- Ultrasonic soldering of Nitinol. EWI has done some preliminary work to characterise the use of an ultrasonic soldering iron on Nitinol. Using the unit shown in Figure 2, solder joints on Nitinol were easily made by ultrasonically pre-tinning and reflow soldering. This study focused on the use of tin-based solders which are required for many medical device applications. The EWI solder alloy tended to wet Nitinol better than tin alloy solders, such as tin-silver. Key factors for good wetting are the provision of adequate base metal preheat, adequate ultrasonic power, and proper wetting of the soldering iron tip by the solder. Inadequate wetting of the iron’s tip results in poor sonic coupling and prevents wetting of the base metal.
The joint shown in Figure 3 was made from EWI’s tin-based solder alloy, a preheat of about 250°C and 35W of ultrasonic power. Pre-tinning times were typically several seconds. No additional cleaning was required after soldering.
One drawback of the ultrasonic soldering iron is that the resulting joint profile is typically not as good as a fluxed joint. An ultrasonic joint will tend to have more residual oxide on the surface, which can affect bead profile and appearance. The amount of residual oxide can be minimised by mechanically removing any excess oxide formed during pre-tinning, limiting the time at temperature during reflow, and using a gas shield during both pre-tinning and reflow. Nitrogen and argon are both effective at shielding the liquid solder from air.
SHEAR STRENGTH TESTS
Shear strength tests were performed on joints made with halogen flux and the ultrasonic soldering iron. Nickel-plated Nitinol samples were unavailable for testing. Both Nitinol-Nitinol and Nitinol-stainless steel joints were tested. Test samples were made with Nitinol strip material 0.016×0.202ft and 316 stainless strip 0.025×0.202ft. All joint surfaces were pre-cleaned with a SiC microblaster and methanol.
The fluxed joints were soldered using Indalloy Flux #3. A conventional soldering iron was used at about 285°C for the fluxed joints. The ultrasonic iron was used at about 350°C and 35W of power. For both processes, pieces were pre-tinned then reflow soldered together to form the test samples (see Figure 4). Shear tests were performed using a Quad Group, Sebastian Five, microforce materials tester.
Although there are some patent restrictions on the use of halogen-based fluxes, this is the cheapest and easiest method for soldering Nitinol. The patent restrictions can be overcome by contacting the company that sells halogen-based flux and solder kits for Nitinol applications. Nickel-plating Nitinol prior to soldering is an effective, but involved, alternative.
ULTRASONIC SOLDERING EQUIPMENT
Ultrasonic soldering requires commercial ultrasonic soldering equipment. Although commercial equipment is adequate for many applications, the technology also can be readily adapted to implementation with custom-designed and built equipment. An ultrasonic soldering iron is much like a conventional solder iron except that, in addition to being heated, the tip is ultrasonically energised.
One variation of this process is the ultrasonic soldering iron. It functions much like a conventional soldering iron, except that the soldering tip can be ultrasonically energised. Historically, there has not been a large market for these units and few manufacturers still produce them. However, compared with a solder pot they are inexpensive and can prove useful for low-volume production, prototyping, or as a research tool. Additionally, a soldering iron offers a greater degree of flexibility on complex joint configurations.
SOLDER POTS
There are several solder pot designs and configurations. They all have three main design elements, a solder pot or container, heaters and ultrasonic transducers that contact either the pot or the solder directly. Once the solder is at the desired soldering temperature, the parts to be soldered are immersed and the solder is ultrasonically energised. The energising cycle times can be relatively short with one to five seconds being typical.
Based on EWI’s preliminary study of ultrasonic soldering, it appears to be a very promising joining alternative for medical device applications. The equipment is relatively inexpensive, cleaning of flux residue is eliminated, and joint strengths appear comparable to those of fluxed joints. Additional work on joint characterisation and procedure development would be necessary to optimise this process for any specific application.
